
MT 3500便携式等离子产品工作原理及操作细则(二)切割

二. 切割
首先要了解并遵守 “技术安全”章节内的要求
2.1接通机箱电源
-将机箱电源线连接到电源插座上.
- 确认数字显示器和指示灯 “OFF”亮了.
- 确认风扇开始工作.
注意!
当指示灯 “OFF” 亮起时,允许在电压显示器上出现5V以内的数值。
2.2 连接射枪到机箱
- 拿起带绿色标签的切割射枪
- 确认机箱指示灯“OFF”亮起。
- 将射枪线缆插头与机箱输出接口连接起来。(见右图)。
 - 用接口上的保险扣将其连接扣好。
- 用接口上的保险扣将其连接扣好。
2.3 启动射枪前机箱的设置
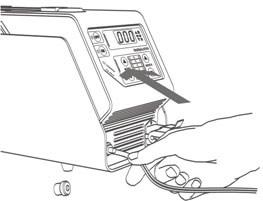
- 将模式Ⅱ(MODEⅡ)的地线钳线缆连接到机箱面板上的正极输出接口上.(见左图)
- 按下左边的▲或▼按钮,将左边一排模式Ⅰ(MODEⅠ)的显示灯调到 “4”档上。
2.4 射枪的准备工作及注液。
- 切割需使用孔径为1.1-1.3mm的喷嘴(请见:配套备用材料)。如需更换喷嘴请参照第6.1节中第1-3节和第6.6节中第8-9节进行操作。
- 旋转启动射枪按钮,将其可按下的间歇调为2-3mm。
- 如不能将其距离设为2-3mm。则需拆解射枪(参照:第6.1节内第1-5,8-9项),并对电极部分进行调整(参照:第6.6节内第1-3,6-9项)。
- 取出注液器 (请见:配套设备),装满水。
- 打开射枪注液孔塞。
- 将注液器伸入注液孔向射枪内注水,直至从射枪喷嘴孔向外渗水为止。
(见右图)
- 将注液孔塞拧紧并将射枪外壳擦干。
- 将射枪放到托架上(见:配套设备)。
注意!
- 需在临近工作前,为射枪注液。
- 在注液的时候,注意射枪注液孔朝上,且喷嘴向上偏斜。
-不得在未注液的情况下开启射枪,否则会导致射枪损坏。
2.5 启动射枪
- 确认机箱上指示灯 “OFF关”亮着。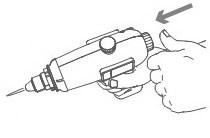
- 按下并松开机箱按钮 “ON开”,确认指示灯“ON开”亮起。
(电压显示在短时间内升到200-350V)。(见左图)
在按下按钮“ON开”后5秒内,将射枪启动按钮按到头。(当电极与喷嘴接触时,电压降为0-5V),再平稳地松开按钮。(点燃电弧的电压在20-80V之间)。(见右图)
- 几秒钟之后,从射枪喷嘴内会出现火束,同时电压也上升到80-160V之间。
- 顺时针方向旋转启动按钮,将工作电压调到190V。
注意!
如果电弧没有点燃(显示器上的数值仍然在200-350V范围内),请在5秒内重新按下射枪启动按钮。
- 如果您未能及时按下启动按钮,那么电压显示器的数值会降为000V,且指示灯"OFF关"亮起。此时需重复整个启动过程。(先按下按钮“ON开”,再按下启动按钮。)
- 如果在8-10秒内无火束出现或无法点燃电弧,则需关掉射枪。(参照第4.7与第4.9节)
禁止!
对着喷嘴看是否有火束出现。这样非常危险!!
2.6切割过程
2.6.1 模式Ⅰ(MODEⅠ)下的切割
该模式下的切割可获得最小的切缝,请在切割时尽量保持匀速。喷嘴与工件间的距离保持在1-3mm,(允许喷嘴与工件间发生接触)。如要获取最快的切割速度可通过左边的按钮▲将模式Ⅰ(MODEⅠ)的电流指示灯调到“6”档上。(电流调节的特殊情况,请见第7.3节)并顺时针方向旋转启动按钮,将电压调到210-220V。(如外界电源电压是100-120V时,那么需先将电流指示灯调到“4”档上,再把电压调到220-230V)。
2.6.2 模式Ⅱ(MODEⅡ)下的切割
该模式下的切割只针对导电材料。模式Ⅱ(MODEⅡ)下的切割速度最快,切割深度最大。在该机制下切割,禁止喷嘴与工件发生接触。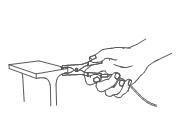
 - 将模式Ⅱ(MODEⅡ)的地线钳接到工件上。(见右图).
- 将模式Ⅱ(MODEⅡ)的地线钳接到工件上。(见右图).
- 为射枪戴上保护罩(见左图)
- 为射枪注液后启动射枪(见第4.4和4.5节)
- 按动左边的▲按钮,将模式I电流指示灯调到第“6”档(如外界电源为100-120V,则调到第“4”档)。然后按动右边的▲按钮,启动模式Ⅱ(MODEⅡ)。
- 旋转启动按钮,将电压调到210-220V。(如外界电压为100-120V,则调为220-230V)。
- 戴上焊工面罩(镜片暗度为5.5DIN)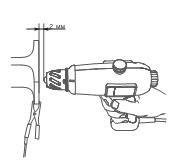
- 保持喷嘴与工件的距离为1.5-2.0mm。
确认电弧连接到工件
- 确认射枪电弧与工件表面垂直。(见右图).
-保持到工件上电弧的稳定。
- 注意将熔化的金属吹掉。
- 如要获得平整的切缝,可使用成套设备中的定位器。
详细的切割过程请见于“技术附件”这章.
注意!
当在模式Ⅰ(MODEⅠ)和模式Ⅱ(MODEⅡ)下工作时:
- 如果火束突然熄灭,需在5秒钟内重新按下启动按钮,以重新点火。
- 当射枪内水用完时,火束会延长(或者熄灭),电压显示数值下降。这种情况下最好在射枪过热自动关闭之前将射枪关掉。
-当射枪内水用完时,射枪自动关闭,且机箱上的“OVERHEAR”指示灯亮起。如要继续工作,需按第4.8节所描述的操作,然后再重新开启射枪。
- 用锉刀或金属刷清除粘附在喷嘴上飞溅的金属熔渣。
- 不得在射枪开启后无人看管。
- 不得让身体未保护的部位,接触到射枪的裸露在外面灼热部分。见P25页2-4节
- 在模式Ⅱ(MODEⅡ)下工作时,未固定在添料钳上的导电材料不得与喷嘴或射枪保护罩发生接触。
-不得在射枪工作时,拧开注液孔塞子。
2.7 关闭射枪
- 按下机箱按钮“OFF关”。(见右图)
- 确认机箱显示灯“OFF关”亮起。
- 将喷嘴的3-5cm伸入水中2-3分钟,以达到对射枪进行冷却。及自动补水的功能。
注意!
- 当喷嘴发红或出现稳定的(长时间的)绿色火焰时,需迅速关闭并冷却射枪(见第7.11和7.12节)。
注意!
如果在特殊情况下,当机箱距离很远时,可通过按下启动按钮,并持续6-8秒的方法来关闭射枪。(见右图)
2.8 射枪的重新注液
射枪可以通过两种方式注液。
2.8.1 手动注液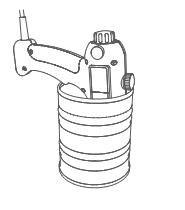
- 如第4.2节中描述的那种注液。
2.8.2 自动注液
- 照第4.7节所述开启射枪。
- 将射枪喷嘴伸入水中3-5cm 保持2-3分钟(射枪不用入水太深)(见右图)。该方法依靠真空效应,所以只能针对刚关闭的射枪使用。
按下机箱按钮“OFF关”。
- 确认指示灯“OFF关”亮起。
- 断开射枪线缆插头与机箱输入接口的连接(如需从此处转换到焊接可按5.2节的指示开始操作)。
- 断开地线到机箱及工件的连接。
- 断开机箱与电源的连接。
-注液后请将射枪擦干。
2.9 结束工作
- 按下机箱按钮“OFF关”。
- 确认指示灯“OFF关”亮起。
- 断开射枪线缆插头与机箱输入接口的连接(如需从此处转换到焊接可按5.2节的指示开始操作)。
- 断开地线到机箱及工件的连接。
- 断开机箱与电源的连接。
禁止
- 在机箱指示灯“ON开”亮时,断开机箱与电源插座的连接。
- 射枪工作时/或者指示灯“ON开”亮着时,断开射枪线缆插头与机箱的连接。这样会导致烧坏接口。
具体产品参数请点击 MT 3500便携式等离子切割机 进行查看。



 闽公网安备 35020302033328号
闽公网安备 35020302033328号 救援装备网客服微信号
救援装备网客服微信号