
每次使用后的维护
请在进行维护时佩带完整的防护用具!
请遵守随设备的安全事项!
若工具中其中一个部件不正常工作,请联系荷马特代理商
针对所有3000, 3000+ 及4000系列剪扩双用钳
注意:在本手册中会使用到不同种类的双用钳作为样式
所需工具:力矩扳手, teflon润滑剂, 柔软擦拭布
步骤1
检查刀片的未使用开口是否为5mml
检查双用钳的整体状态 (干净度/储藏前请先使用干擦拭布进行清洁)
对钢制部位进行轻度涂抹防腐剂WD-40

步骤2
检查快速接头及防尘盖是否有损伤,污垢及漏油现象使用干净且柔软的擦拭布清洁快速接头,若有必要请使用水
若有必要请使用液压油或WD-40进行润滑
检查快速接头的性能 (参照第14页)
重新连接快速接头与防尘盖

步骤3
检查刀片铰链上的锁定环或锁定卡簧是否有损伤。(根据双用钳的型号不同)

步骤4
查看制动把手动作,是否会自动归位。若不是,请联系荷马特代理商

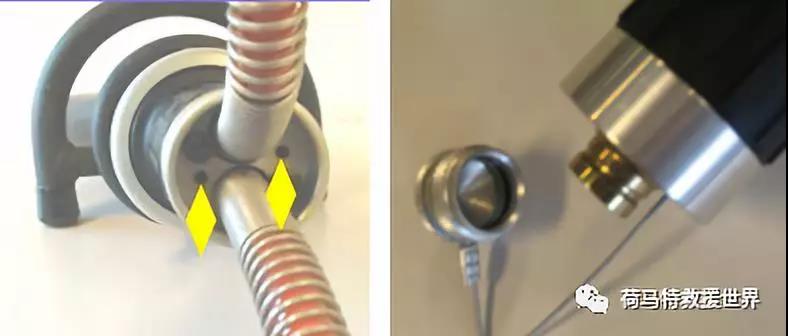
步骤5 (有尾管)
查看控制阀尾部有无油渍,这将可以看出安全阀在工作的时候有没有被激活过
用气枪清洁控制阀的里面

步骤6
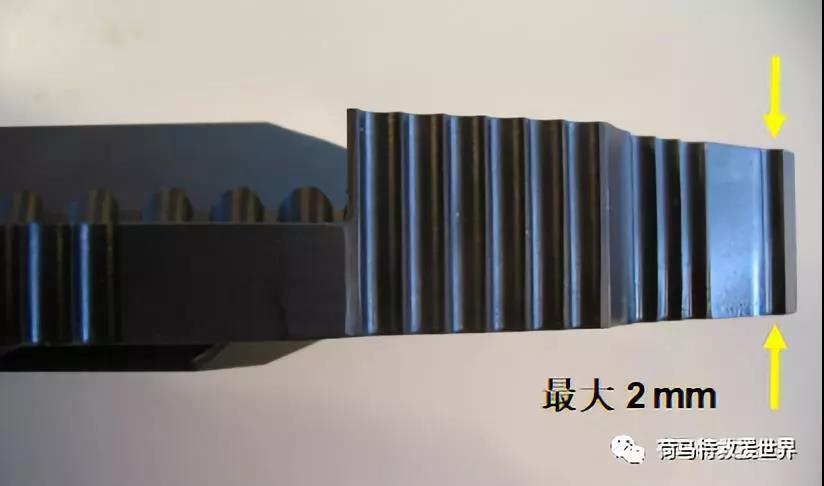
检查刀片是否笔直。当发现两片刀片中间间隙大于2 mm时,请更换刀片;检查扩张部位垂直度,大于0.6mm,需要更换;

步骤7
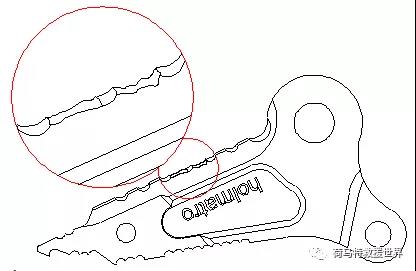
请检查刀片是否有损伤,若发现刀片出现以下问题,请更换刀片:
o 若刀片根部有一个锯齿消失时
o 超过2 个锯齿损坏及消失时
o 若需更换刀片,请联系荷马特代理商

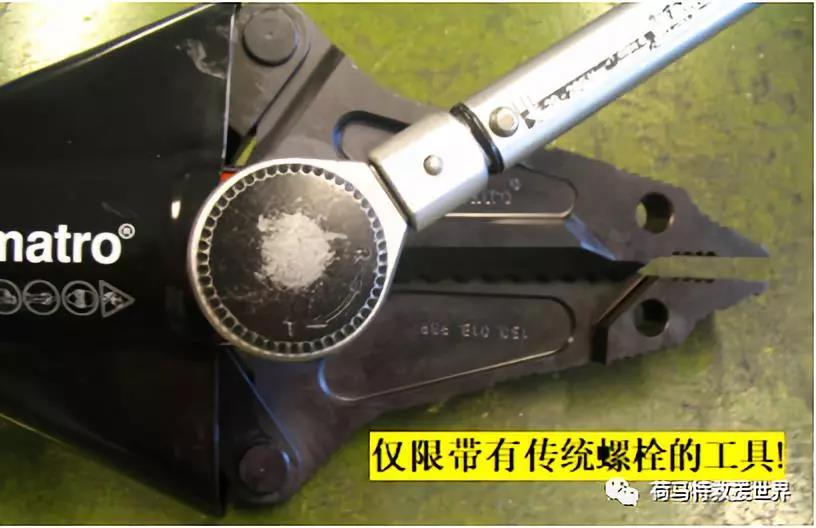
步骤8 (仅限带有传统螺栓的工具!)
在长期使用工具后,将力矩扳手螺栓设定为100Nm

步骤9
对活动部位喷涂Teflon润滑剂,例如:
o 主螺栓/i-bolt
o 铰链销
o 杠杆
o 刀片
o 垫片 (仅限3000系列)
注意:在喷涂时需要开闭刀片

每月维护(或使用10小时以上)
请在进行维护时佩带完整的防护用具!
请遵守随设备的安全事项!
(需让受荷马特认证的工程师实施此维护)
所需工具:力矩扳手, 4-5号内六角扳手,Teflon润滑剂, 柔软擦拭布
重复步骤1-9
步骤10
通过开闭工具2次来检查工具的性能
检查:
o 刀片动作是否平稳
o 是否可听见断裂声

步骤11 (仅限带有传统螺栓的工具!)
在长期使用工具后,将力矩扳手螺栓设定为100Nm
步骤12
检查携带把手是否有损伤及其已紧紧地固定完成
若发现把手已影响正常工作,则更换把手
检查把手上的集成光源, (4000系列双用钳配备). 若有必要,请更换电池(见步骤13)
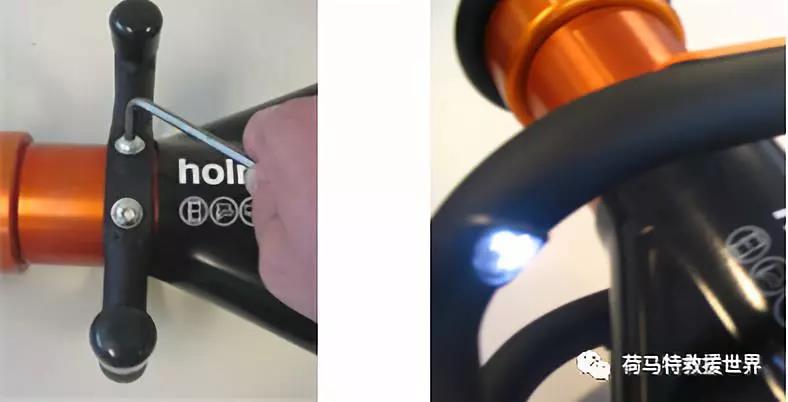
步骤13 (仅限带有集成光源的把手)
使用十字螺丝刀将电池盖取下
更换电池(AA 1.5V或5号电池)
将电池重新安装回把手,并使用螺丝刀旋紧

步骤14 (仅限带有尾管的工具)
检查尾管及其快速接头,当发现以下现象请更换软管:
o 损伤
o 钢制结构已可见
o 发现气泡
o 明显弯折痕迹
o 明显划痕
o 保护用弹簧已不正常安装

步骤15 (仅限4000系列带有i-Bolt的工具)
检查不锈钢保护罩是否有损伤。当发现其损伤导致工具整体的性能,请更换
将力矩设定为12 Nm (4号内六角扳手)

年度维护(或使用100小时以上)
请在进行维护时佩带完整的防护用具!
请遵守随设备的安全事项!
(需让受荷马特认证的工程师实施此维护)
所需工具:力矩扳手, 螺丝刀, 卡簧扳手, 锉刀, 3-4-5内六角扳手, 砂纸, 测试架HTF80, 测试套件 PFM1 / PFM1 C 或压力计, AF 涂层 MoS2, Molylube 26 HD-EP, Teflon润滑剂及柔软擦拭布 (见12页上一览表)
见12页上主螺栓及i-Bolt的力矩设定信息
见14页上的润滑剂涂抹指南
步骤1
检查工具的整体状态
检查是否有漏油现象,若有请维修
确认序列号及型号的可视度
检查保护罩的状态
当发现以下现象,请更换保护罩:
o 有较大范围断裂,这些断裂部分可能会导致在工具工作中被缠入可动部位
o 警示图标已无法看清

步骤2
检查制动把手是否工作平稳,若制动把手无法正常归位,则请检查制动把手内部 (见制动把维护)

步骤3
检查快速接头及防尘盖是否有损伤,污垢及漏油现象
使用干净且柔软的擦拭布清洁快速接头,若有必要请使用水进行清洁
若有必要请使用液压油或WD-40进行润滑
检查快速接头性能(见13页)
重新连接快速接头与防尘盖

步骤4 (仅限尾管连接)
检查尾管及快速接头安装位置
当发现以下情况,请更换尾管:
o 损伤
o 软管内部金属层可见
o 软管表面可见气泡
o 出现明显弯折痕迹
o 出现明显划痕
o 保护弹簧安装不正确

步骤5
根据7 – 9页上的刀片维护指南对刀片进行维护

步骤6
将保护罩往下拉
对刀片支架及气缸进行检查,查看是否有漏油,划痕及损伤

步骤7
若双用钳带有导轨环,请使用Molylube26 HD-EP 对其进行润滑

步骤8 (仅限带有i-Bolt的4000系列双用钳)
检查不锈钢保护罩是否有损伤。若其损伤程度影响其性能,请进行更换
将力矩设定为12 Nm (4号内六角扳手)

步骤9
检查携带把手是否有损伤及其已紧紧地固定完成
若发现把手已影响正常工作,则更换把手
检查把手上的集成光源, (4000系列双用钳配备). 若有必要,请更换电池

步骤10 (仅限带有集成光源的把手)
使用十字螺丝刀将电池盖取下
更换电池(AA 1.5V或5号电池)
将电池重新安装回把手,并使用螺丝刀旋紧

步骤11
当不使用测试架进行扩张时,请将双用钳的加压至100%
注意:请将PFM1 / PFM1 C 或压力计连接在压力管上以便观察其最高工作压力,最高工作压力应为至少720巴
步骤12
当不使用测试架进行收紧时,请将双用钳的加压至100%
注意:请将PFM1 / PFM1 C 或压力计连接在压力管上以便观察其最高工作压力,最高工作压力应为至少720巴
步骤13a
当在测试架上收紧双用工具时,检查单向阀。若发现双用钳的力量在1分钟内降低大于10%,请更换或收紧单向阀
步骤13 b
根据产品目录确认双用钳的收紧力,若其数值与目录上所描述的数值有超过10%的不同,请检查双用钳内部
注意:请确认测试用的泵的工作压力至少为720巴
见年度维护指南其中所描述的泵类型

步骤14a
当在测试架上扩张双用工具时,检查单向阀。若发现双用钳的力量在1分钟内降低大于10%,请更换或收紧单向阀
步骤14b
根据产品目录确认双用钳上第二个齿上的扩张力。若其数值与目录上描述的数值有超过10%以上的不同,请对双用钳内部进行检查
注意:请确认测试用的泵的工作压力至少为720巴
见年度维护指南其中所描述的泵类型

步骤15
检查牵引套件的状态
检查套件上的警示标志的可读性
若发现有损伤或钩子开口大于原来的尺寸的10%,请更换钩子
若发现钩子有超过5%的变形,请更换钩子

步骤16
对牵引挂件及其锁定销喷涂MoS2

步骤17
检查铁链的状态
若发现有损伤或钩子开口大于原来的尺寸的10%,请更换钩子。若发现钩子有超过5%的变形,请更换钩子

刀片维护指南
请在进行维护时佩带完整的防护用具!
请遵守随设备的安全事项!
(需让受荷马特认证的工程师实施此维护)
所需工具:力矩扳手, 螺丝刀, 卡簧扳手, 锉刀, 砂纸, Molylube 26 HD-EP及柔软擦拭布 (见12页上一览表)
见12页上主螺栓及i-Bolt的力矩设定信息
见14页上的润滑剂涂抹指南
检查双用钳的整体状态

步骤2
检查刀片的笔直度。当发现刀片大于2mm的间隙时,请更换刀片
步骤3
拆除双用钳,将主螺栓或i-Bolt,铰链销及垫片或不锈钢保护罩拆下
使用柔软擦拭布清洁并擦干所有部件

步骤4
若发现内侧的第一个齿已消失,请更换刀片

步骤5
当发现刀片内侧有至少2个以上的齿消失时,请更换刀片
步骤6
检查刀片上的损伤并除去突起物。使用锉刀及砂纸。在刨光刀片时将锉刀握平
请勿过度磨损刀片使其变得过于锋利。使用砂纸将剪切边微微磨圆

步骤7 (仅限带有传统主螺栓的工具)
使用Molylube 26 HD-EP润滑刀片,主螺栓,铰链销及垫片
注意:请同时确认第14页上的润滑指示 
步骤7 (仅限带有i-bolt的4000系列工具)
使用Molylube 26 HD-EP润滑刀片(2边),i-Bolt,螺母,铰链销及刀片支架
注意:1) 带有i-bolt的剪切钳不配备垫片
2) 请同时确认第14页上的润滑指示

步骤8 (仅限带有传统螺栓的工具)
重新组装所有部件
注意:配备在3000+系列上2个环需安装正确。小齿面向外侧,大齿面向外侧

步骤8(仅限配备i-Bolt的4000系列产品)
重新组装i-bolt,锁定环及螺母
注意:在设定力矩前请不要安装锁定碟片

步骤9
安装铰链销及锁定环
注意:铰链销的锁定环在工具下方安装

步骤10 (仅限配备传统主螺栓的工具)
将锁定主螺栓的力矩设定为100Nm
在开闭几次工具后,再次确认力矩值 (见12页的力矩设定信息)

步骤10(仅限配备i-Bolt的4000系列工具)
将锁定i-Bolt的力矩设定为50 Nm (见12页的力矩设定信息)

步骤11 (仅限配备i-Bolt的4000系列产品)
现有不同版本的锁定碟片
从左到右:小型齿,大型齿,及无齿型 (有标记缺口)

安装小型齿锁定碟片:
o 将内侧锁定碟片放入
o 将外侧锁定碟片放入
只有六处中的一处才能完全吻合

安装大型齿锁定碟片:
o 将内侧锁定碟片放入
o 若外侧锁定碟片一开始无法吻合六处中的一的话,那么请将碟片翻转后再次尝试,这样可以增加吻合的概率

安装无齿型锁定碟片:
o 先查看锯齿已与螺母上的中央缺口对齐 (上左侧图片)
o 锁定碟片的缺口需要嵌入至上述的缺口中。若外侧锁定碟片无法嵌入,则请翻转碟片,那样就能嵌入

步骤12 (仅限配备i-Bolt的4000系列工具)
将2片不锈钢保护层滑入刀片支架上
随后将锁定力矩设定为12 Nm (4号内六角扳手)

制动把手维护指南
请在进行维护时佩带完整的防护用具!
请遵守随设备的安全事项!
(需让受荷马特认证的工程师实施此维护)
检查把手后部是否有油液

步骤1
用压缩空气清理污垢
|
当:制动把手动作不正常或没有压缩空气 |
|
使用4号内六角扳手拆除外罩

步骤2
使用5号内六角扳手旋下里两个螺栓,使用3号内六角扳手拆下4000系列的Core连接处上的螺栓

步骤3 (仅限配备传统尾管的工具)
l拆除尾部铝制部件,把手及弹簧
l使用柔软擦拭布清洁所有部件
l根据15页上的润滑剂涂抹指南对所有部件进行润滑
注意:回位弹簧的突然弹出。

步骤3 (仅限配备i-Bolt的4000系列工具)
拆除铝制环,把手及弹簧
使用柔软擦拭布清洁所有部件
根据15页上的润滑剂涂抹指南对所有部件进行润滑
注意:注意安装回位弹簧的方向。

步骤4
将弹簧安装正确

步骤5
重新组装部件,检查把手的中央销是否放置在两个弹簧尾部的中间

步骤6 (仅限传统尾管工具)
使用5号内六角扳手重新组装把手,将力矩设为12Nm

步骤7 (仅限4000系列带有Core连接方式的工具)
使用3号内六角扳手重新组装把手,将两个螺栓的锁定力设为8Nm

步骤8
将保护罩使用4号内六角扳手重新装上

步骤9
通过开闭顶杆测试是否把手工作正常。此时把手应动作平稳
所需工具:
- 力矩扳手 40 – 200 Nmart. No. 150.581.671
- 力矩扳手 5 – 50 Nm art.No. 100.000.211
- 力矩扳手套筒 (40 - 200 Nm) ¾ ” art. No. 150.581.672
- 力矩扳手套筒 (40 - 200 Nm) ½ “ art. No.150.000.814
- 力矩扳手套筒 (5 - 50 Nm) ½ “ art. No. 100.000.215
- 扳手 (art. No. see table below)
- 内六角扳手套筒 4 (½”) art. No.100.000.216
- 内六角扳手套筒 5 (½”) art. No.100.000.217
- 3, 4及5号内六角扳手
- 测试架HTF 80 art. No. 150.182.514
- 测试套件按 PFM1 art. No.150.152.312
- 测试套件PFM1 C art. No. 150.000.815
- 压力计art. No. 150.582.410
- 压力计 C art. No. 150.000.660
- 用于抬升保护套上钉用的螺丝刀
- 卡簧扳手
- 柔软擦拭布
消耗品:
- Teflon润滑剂, art. No. 150.581.095
- AF涂层 (MoS2) art. No. 150.581.093
- Molylube 26 HD-EP art. No. 150.014.031
- 白色润滑脂 art. No. 150.581.413
- 铜质润滑脂 art. No.150.581.412
型号 |
尺寸 |
套筒及扳手* |
力矩 |
|
2001 - 2009 – 2011
|
27 32
|
150.581.669 150.581.670 (无需套筒) |
100 Nm |
|
CU 3010+, CU3010 GP, HCU 3010 GP, BCU 3010 GP, CT 3120, HCT 3120, BCT 3120 |
36 |
150.581.690 |
100 Nm |
|
CU 3020, CU 3030, CU 3031, CT 3150 |
32 |
150.581.674 |
100 Nm |
|
CU 3020+, CU 3020 GP, CU 3030+, CU 3030 GP, CU 3031+, CU 3031 GP, CU 3035+, CU 3035 GP, CU 3035 NCTII, CT 3150+ |
41 |
150.581.691 |
100 Nm |
|
CU 3040+, CU 3040 GP, CU 3040 NCTII |
55 |
150.581.692 |
100 Nm |
|
CU 4005, CU 4005 C |
32 |
150.581.674 |
100 Nm |
|
CU 4010 GP, CU 4010 C GP, CT 4120, CT 4120 C |
36 |
150.581.690 |
100 Nm |
|
CU 4020 GP, CU 4020 C GP, CU 4030 GP, CU 4030 C GP, |
41 |
150.581.691 |
传统主螺栓 100 Nm |
|
CU 4020 GP, CU 4020 C GP, CU 4030 GP, CU 4030 C GP, CU 4031 GP, CU 4031 C GP, CU 4035 GP, CU 4035 NCTII, CU 4035 C GP, CU 4035 C NCTII, CT 4150, CT 4150 C |
32 |
150.000.813 (与 150.000.814套筒配合使用) |
i - bolt 50 Nm |
|
CU 4045 GP, CU 4045 C GP, CU 4050 NCTII, CU 4050 C NCTII, CU 4055 NCTII, CU 4055 C NCTII |
41 |
150.581.691 |
i - bolt 50 Nm |
*所有的套头必须与套头联合使用 Art. No. 150.581.672,除非有特殊规定。



 闽公网安备 35020302033328号
闽公网安备 35020302033328号 救援装备网客服微信号
救援装备网客服微信号